

- $
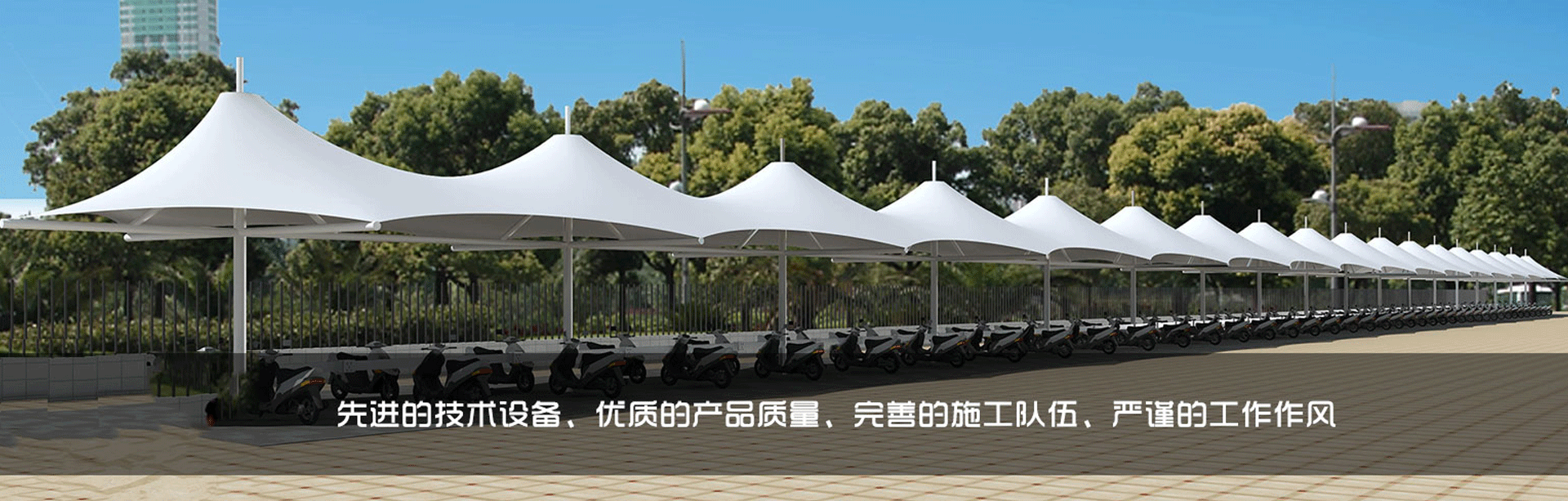
呼和浩特膜結構車棚
現在城市之中車輛需求增長過快,對于城市規劃建設而言,呼和浩特膜結構車棚的建設也是占其重要的一份子。在此過程中,我們的呼和浩特膜結構車棚也是歷經多道工程才能發揮它的作用!
現在城市之中車輛需求增長過快,對于城市規劃建設而言,呼和浩特膜結構車棚的建設也是占其重要的一份子。在此過程中,我們的呼和浩特膜結構車棚也是歷經多道工程才能發揮它的作用!1、呼和浩特膜結構車棚焊接工序:因為焊接質量導致的焊縫返修率高達80%以上,其次是由于上道工序操作不當和操作人員的技術問題而導致焊縫質量問題約占10%,這樣問題屬于直接影響工程質量的主要問題,所以此類型的問題必須通過專業的檢測公司運用專業的檢測工具才可以檢測、評判出來,一般根據呼和浩特膜結構車棚焊縫內的缺陷類型分為夾渣、未溶合、氣孔等。 2、呼和浩特膜結構車棚涂裝工序:該工序也是屬于隱蔽工序,對結構的影響小于對于建筑功能的影響。也是較易發生質量問題的工序。工序的質量問題主要表現在:構件表面的漆膜大面積脫落和局部脫落,構件表面的漆膜脫落、產生流掛現象,漆膜的厚度不夠,漆膜厚度分布不均漆膜的顏色色差較大。3、呼和浩特膜結構車棚放樣下料工序:該工序屬于構件加工之前的龍頭,其質量的好壞對下道工序存在著直接的影響,甚至導致下料的零部件全部的報廢,這種情況的發生是很普遍的,所以在下料之前對于加強過程的質量監控是十分重要而且必要的。該工序的產生的質量問題主要表現在:對于長條和薄板類型的零部件在切割中變形比較厲害;由于切割氣體或者板材內部存在夾渣和成份分布不均勻而導致的切割面出現馬牙紋、節瘤、割痕深度超標準;氣割或鋸切的零部件未考慮后續工序的收縮變形而導致的零部件尺寸超標;由于工藝文件編制的失誤而導致的批量零部件報廢;下料切割的尺寸嚴重的超過了標準的要求。4、呼和浩特膜結構車棚裝配工序:該工序在構件加工的質量中占有重要的地位,其質量受上道工序的影響較大,所以在裝配前加強過程的監控是非常的重要。該工序的產生的質量問題主要表現在:裝配的零部件位置錯誤,如3450mm裝成4350mm;零部件的使用錯誤,本來應該裝配2#零部件件,裝配的卻是3#另部件;零部件在正確位置上裝配錯誤、如板上的孔45mm本來是朝外,而實際把45mm朝內裝了;裝配的零部件裝配間隙超過規范和技術文件的要求,3mm的間隙現在7mm;有些零部件沒有經過校正就進行裝配,裝配完成后已存在的變形沒辦法消除變形;操作工為圖省事私自切割造成零件上孔位置尺寸超標;裝焊區沒有進行表面處理;由于圖紙尺寸的錯誤造成的裝配錯誤。
呼和浩特膜結構車棚的長期使用,必然會因一些周圍環境以及自然不可避免的因素而受到一些影響,所以在此日常生活之中我們需要定期的對其進行維護保養。1、膜結構避免照明和加熱設備太靠近膠片,并確認呼和浩特膜結構車棚的溫度為-40°C / + 70°C。2、膜結構的膜表面與鋒利的刀、接觸,以免劃傷或劃傷膜表面。3、呼和浩特膜結構車棚的鋼件表面必須保護免受硬物和劃痕,不應暴露于各種酸性、堿度和有機溶劑4.清潔時需要清潔膜結構的洗車膜表面。5、汽油、酒精、氯或其他酸性或堿性物質液體洗呼和浩特膜結構車棚端口表面。6、防止鐵片等化學物質和其他有色物質等異物長時間積聚在膜結構車庫的膜表面上。7、鋼結構、鋼絲繩、拆分未批準夾板和膜結構汽車螺栓制造商任意調整、拆卸。8、忌薄膜結構的薄膜結構地毯隨意拉動、懸掛重物和物品。不要在膜表面涂抹大量的水需要在一定時間內進行廢水處理除非在時間內處理,否則可能會損壞車庫的膜結構。
隨著國家對于環保政策力度的推行,不少電力的代步工具以及其他新能源代步工具更是頗受大家的換新,在此對于呼和浩特膜結構車棚的需求更是供不應求。呼和浩特膜結構車棚的安裝必然需要一些加熱方法,通常我們常見的方法主要有三種。1、工頻感應加熱法。呼和浩特膜結構車棚施工時這種加熱方法是靠火焰熱的傳導和輻射對工件表面加熱,然后再傳導到壁厚深層的一種加熱方式。呼和浩特膜結構車棚施工時工頻感應加熱是通過感應圈感應加熱的,所通交流電的頻率為50Hz。電源可用四臺。BX一500型或BX2—1000型交流電焊機并聯使用。2、輻射加熱法。呼和浩特膜結構車棚施工時輻射法加熱是依靠輻射和導熱兩種作用進行加熱。從加熱器發出的熱能先以輻射的形式傳到工件的外表面,再依靠金屬導熱,從外表面向內部傳導。因此, 呼和浩特膜結構車棚施工時輻射法加熱的特點是必須在工件外表和內部建立一個溫度差,熱量才能由表及里的傳遞,這就是加熱過程。溫差越大,熱量傳導越快,達到規定溫度的時間越短。3、氣體火焰加熱法。呼和浩特膜結構車棚施工時這種加熱方法是靠火焰熱的傳導和輻射對工件表面加熱,然后再傳導到壁厚深層的一種加熱方式。氣體火焰加熱采用進行選擇。


(此內容由www.igou5858.com提供)

-
 公司地址
公司地址
山東省濰坊市奎文區 -
 聯系方式
聯系方式
13864612323 -
 郵箱地址
郵箱地址
2791360449@qq.com